Máquina para hacer hielo en placas utilizada en el proceso de enfriamiento para la producción de crema
La máquina está diseñada específicamente para satisfacer las necesidades específicas de enfriamiento y reducción de temperatura en el flujo de trabajo de producción y procesamiento de crema.
La capacidad de producción típica alcanza hasta 12 toneladas por hora.
El sistema está diseñado para reducir la temperatura del producto de 85°C a 4 °C.
Medidas de ahorro de energía y reducción de emisiones: Se ha implementado un proceso de enfriamiento de dos etapas, en consonancia con las políticas nacionales de ahorro de energía y reducción de emisiones. Las etapas son las siguientes:
- Etapa uno – enfriamiento preliminar: La reducción inicial de la temperatura se logra a través de un sistema de torre de enfriamiento de circuito cerrado.
- Etapa dos: refrigeración de precisión con almacenamiento de energía térmica: Se utiliza un sistema dinámico de almacenamiento térmico de hielo, que produce 45 m³ de agua helada a 0.5°C por hora. Un tanque de almacenamiento subterráneo de 40 m³ almacena el agua helada generada durante las horas valle, lo que permite la distribución de la carga y reduce significativamente el consumo energético.

- · Funcionamiento independiente: La máquina no requiere una fuente de refrigeración adicional, lo que reduce el consumo de energía y los costes de inversión.
- · Control inteligente: El sistema ajusta automáticamente el funcionamiento del ventilador y el caudal de agua de refrigeración según las fluctuaciones de carga en tiempo real, maximizando así la eficiencia energética.
- · Refrigeración por agua pura: El intercambio de calor entre la crema y el agua pura se produce dentro de un intercambiador de calor, lo que reduce eficazmente la temperatura, previene la formación de incrustaciones y garantiza la calidad del producto.
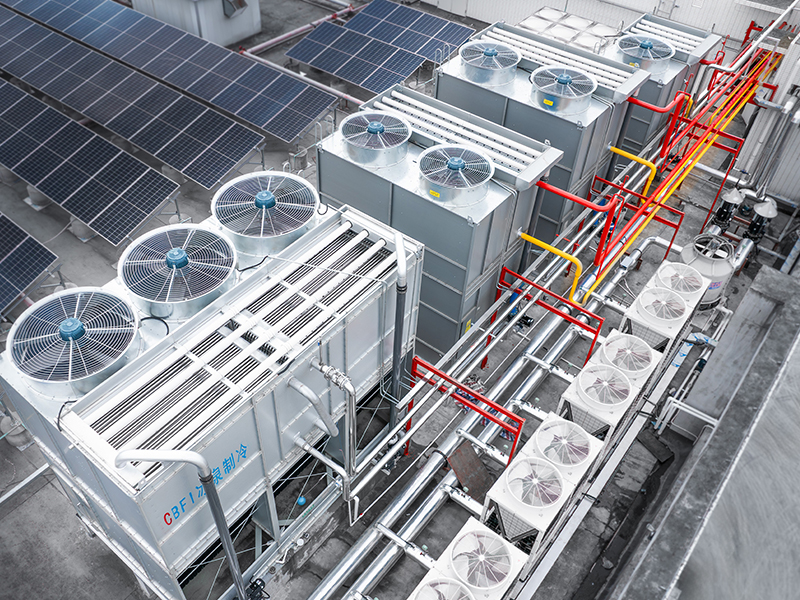
- · Torre de refrigeración de circuito cerrado de alto rendimiento: El modelo FBH250 procesa 80 m³ por hora y cuenta con tubos de intercambio de calor de acero inoxidable 304 para una mayor durabilidad y eficiencia. La torre de refrigeración incluye dos bombas de agua (una operativa y otra de reserva) con ajuste adaptativo del caudal según las diferencias de temperatura del agua de entrada y salida.
- · Agua fría a baja temperatura: El sistema produce agua fría a baja temperatura para garantizar un control preciso de la temperatura durante los procesos de producción, almacenamiento y envasado. Permite un uso eficiente de la energía y mantiene un entorno de refrigeración higiénico de circuito cerrado, garantizando la seguridad y la calidad del procesamiento de la crema.
- · Diseño de alta eficiencia y ahorro energético: Capaz de alcanzar temperaturas de hasta 0.5°C, el sistema adopta un diseño de refrigeración multizona por etapas. Esto garantiza que cada compresor funcione en condiciones óptimas, mejorando el COP del equipo y reduciendo significativamente el consumo de energía.
- · Control dinámico de agua fría: El sistema se ajusta automáticamente según los horarios de producción, proporcionando tanto producción de hielo como refrigeración por agua fría según sea necesario.
- · Tanque de almacenamiento térmico de gran capacidad: El hielo se produce y almacena por la noche y se utiliza durante el día para desviar el consumo de electricidad de las horas punta, reduciendo así los costes operativos generales.
- · Control de configuración y análisis de datos: Gracias a la integración con IoT, el sistema permite la monitorización en tiempo real del estado operativo, la recopilación y el análisis automatizados de datos para facilitar las operaciones eficientes y el mantenimiento proactivo de los equipos.
- · Regulación adaptativa: El sistema ajusta automáticamente el funcionamiento de los enfriadores y el caudal de agua de refrigeración según las variaciones de carga, maximizando el ahorro energético.
- · Tuberías de alta calidad y diseño de seguridad: Fabricado íntegramente en acero inoxidable de grado 304 para una mayor resistencia a la corrosión y una larga vida útil. Las dos bombas de agua (una activa y otra en espera) garantizan un funcionamiento continuo y seguro.
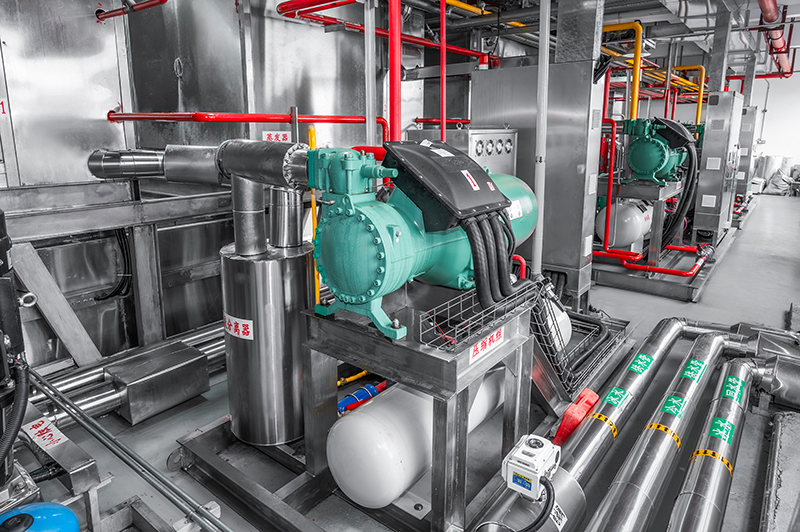
- Unidad enfriadora de alta eficiencia: El sistema de agua fría se compone de tres unidades enfriadoras independientes, lo que garantiza un funcionamiento eficiente y estable a largo plazo. Su configuración modular permite un control flexible y un mantenimiento más sencillo en el futuro.
- Compresores de alto rendimiento: Equipado con cinco compresores de tornillo Bitzer CSHB58-160, el sistema produce hasta 45 metros cúbicos de agua fría a 0,5 °C por hora. La estructura del compresor está fabricada en acero inoxidable resistente para garantizar su durabilidad y fiabilidad.
- Intercambio de calor de alta eficiencia: El sistema utiliza condensadores evaporativos, lo que ofrece un rendimiento superior de intercambio de calor y un COP (Coeficiente de Rendimiento de Refrigeración) durante el funcionamiento.
- Materiales y diseño duraderos: Fabricado con tubos de acero galvanizado sin costura y paneles galvanizados, y equipado con un dispositivo electrónico de desincrustación para minimizar la formación de incrustaciones en tuberías y materiales de relleno. Esto garantiza una eficiencia sostenida del intercambio de calor y prolonga su vida útil a más de 15 años.

- Diseño de alta eficiencia: Fabricado íntegramente en acero inoxidable 304, el evaporador cuenta con un serpentín con diseño de canal de doble flujo, lo que garantiza una transferencia de calor uniforme y eficiente. Emplea una película líquida plana y tecnología de formación de hielo de doble cara para suministrar agua fría a 0.5°C.
- Configuración de entrada superior y salida inferior: Este diseño minimiza la carga de refrigerante y permite un control preciso del sobrecalentamiento de succión, lo que resulta en una alta utilización del evaporador y un excelente rendimiento de intercambio de calor. Además, evita la acumulación de aceite en la parte inferior del evaporador.
Tanque de almacenamiento de agua
Diseñado para adaptarse a las fluctuaciones de carga durante el procesamiento de productos lácteos, el tanque de almacenamiento térmico de acero inoxidable 304 de gran capacidad garantiza una temperatura estable del agua de salida, manteniendo así una calidad de crema constante.
 Máquina para hacer hielo en placas
Máquina para hacer hielo en placas Máquina para hacer hielo en placas
Máquina para hacer hielo en placas Lado de succión de agua fría
Lado de succión de agua fría
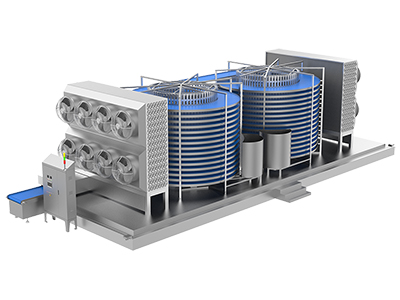
 Estructura interna de la máquina para hacer hielo en placas
Estructura interna de la máquina para hacer hielo en placas Estructura interna de la máquina para hacer hielo en placas
Estructura interna de la máquina para hacer hielo en placas
 Tanque de almacenamiento de hielo
Tanque de almacenamiento de hielo Tanque de almacenamiento de hielo
Tanque de almacenamiento de hielo Tanque de almacenamiento de hielo
Tanque de almacenamiento de hielo
Bomba de agua helada
El sistema cuenta con una configuración de servicio/espera con una bomba de suministro principal y una de respaldo para garantizar la seguridad operativa y la fiabilidad del producto. Las bombas están equipadas con variadores de frecuencia que ajustan automáticamente el caudal de agua fría según las variaciones de carga, manteniendo una calidad constante de la crema y optimizando la eficiencia energética.


Intercambiador de calor de placas
El sistema utiliza un intercambiador de calor de placas desmontable de alta eficiencia fabricado en acero inoxidable 316. Ofrece un tamaño compacto, excelente transferencia de calor, resistencia superior a la corrosión y fácil mantenimiento.
Sistema de monitoreo de flujo
Mediante tecnología IoT, el sistema permite la monitorización en tiempo real y el control automático del caudal de agua. Optimiza el consumo energético, garantiza un funcionamiento continuo y estable del sistema y admite la operación remota, además de funciones de análisis de datos.